



償器")
償器")
秦皇島市厚廣機(jī)械設(shè)備有限公司

100t鐵水罐耳軸強(qiáng)度分析與修復(fù)
劉迪 林蔭 孫忠凱
對煉鐵廠100 t鐵水罐的耳軸磨損進(jìn)行了分析,通過耳軸彎曲強(qiáng)度核算,確認(rèn)需修復(fù)磨損量。通過對焊縫強(qiáng)度校核,證明更換耳軸的方案不可行,從而選用耳軸表面堆焊的處理工。焊后采用退火處理,以消除焊接殘余應(yīng)力,效果良好。
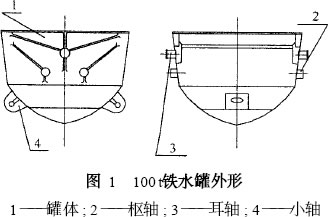
鐵水罐是冶金行業(yè)使用非常廣泛的一種設(shè)備,它的作用是裝運煉鐵廠生產(chǎn)出來的鐵水,并通過鐵水罐車將其運送到鑄鐵車間鑄鐵或煉鋼廠煉鋼。煉鐵廠100 t鐵水罐型號為ZT -100 - 1型,其結(jié)構(gòu)的特點是罐臂(包括圖1所示2, 3部分)采用鑄造,罐身采用焊接,罐臂與罐身互焊。
1 耳軸磨損分析
煉鐵廠100 t鐵水罐如圖1所示, 36只鐵水罐由于使用年久,正常生產(chǎn)時耳軸表面與吊鉤內(nèi)襯頻繁接觸、擠壓,導(dǎo)致耳軸表面凹凸不平,耳軸局部與吊鉤接觸位置磨損嚴(yán)重,導(dǎo)致耳軸與原中心偏心。
當(dāng)耳軸摩擦副產(chǎn)生相對運動時,軟基材料表面較粗大的凸起由于粘著磨損而產(chǎn)生脫落,形成較硬的粗大磨粒;同時耳軸表面也由于粘著磨損產(chǎn)生了高硬度的細(xì)小磨粒。兩種磨粒滯留在接觸區(qū)內(nèi)共同參與磨粒磨損。在摩擦副中粗大磨粒承受了大部分載荷,僅有極少部分高硬度細(xì)小磨粒參與磨料磨損。由于粗大磨粒硬度小于耳軸表面硬度。因此粗大磨粒對耳軸磨損作用很小,耳軸磨損速度顯著降低。實踐證明,由于耳軸處于高溫輻射區(qū),油脂潤滑失效,耳軸磨損相當(dāng)嚴(yán)重,并多次發(fā)生耳軸表面大面積拉傷。
36只鐵水罐耳軸原直徑為φ310 mm,磨損后其直徑分布為φ260 mm ~φ 280 mm不等,鐵水罐中心線偏離原中心線10~20mm。從而導(dǎo)致鐵水罐不能安全使用。而且,耳軸表面凹凸不平也加速對鐵水罐吊鉤襯瓦的磨損。因此必須對耳軸的強(qiáng)度進(jìn)行校核,并采取相應(yīng)表面修復(fù)措施修復(fù)鐵水罐耳軸。
2 耳軸強(qiáng)度的校核
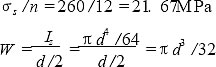
鐵水罐使用時,耳軸主要受彎矩,通過受力分析,如圖2所示以最大應(yīng)力計算軸徑。耳軸安全系數(shù)n取為12。
鋼包裝滿鋼水的重量125 t, 龍門鉤距離3620mm,鉤內(nèi)圓φ310mm,厚為180mm。
35#鋼的許用應(yīng)力
式中 W ———抗彎截面系數(shù), mm3 ;
Iz ———耳軸的轉(zhuǎn)動慣量, mm4 ;
d———耳軸直徑, mm。
斷面處最大彎矩:
式中 Q———鋼水包總重量;
L ———耳軸長度, L = 180mm。

分別代入數(shù)值得:

耳軸最小軸徑dmin:

dmin > 260~280mm,強(qiáng)度計算表明,鐵水罐耳軸現(xiàn)有的直徑已不能滿足安全生產(chǎn)需要。必須對耳軸表面修復(fù)或者對耳軸部分整體更換。耳軸部分整體更換時需核算新耳軸與罐體連接處的焊縫強(qiáng)度,下面針對焊縫進(jìn)行強(qiáng)度校核。
3 焊接強(qiáng)度核算
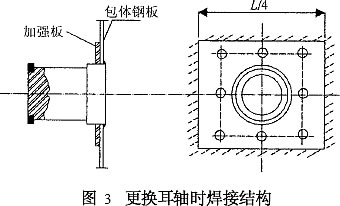
針對更換耳軸的方案,以剪應(yīng)力校核耳軸焊縫強(qiáng)度

式中P———焊縫拉力, P =Q /2 = 680kN;
a———角焊縫的計算厚度, a = 0. 7K;
K———焊縫高度,取為25mm;
l———焊縫長度;
n———安全系數(shù), 12;
Q ———鋼水包總重量。
35#鋼的許用剪應(yīng)力為118MPa。代入公式計算得焊縫的最短長度。而耳軸所在的位置由于樞軸位置的干涉不能平鋪395mm長焊縫。
上面的計算表明100 t鐵水罐采用耳軸部分整體更換的方案不能滿足安全要求。只能采用耳軸表面堆焊修復(fù)耳軸磨損量。
4 耳軸堆焊及熱處理
1) 找如圖1所示耳軸軸心,以兩樞軸2的中心位置為基準(zhǔn),在耳軸外圓面上確定耳軸的上下中心線、左右中心線。以這兩條中心線為基準(zhǔn)可以定出耳軸表面所要堆焊的高度。
2) 焊前準(zhǔn)備。用磁粉探傷儀與超聲波探測儀分別對耳鈾表面及內(nèi)部,尤其是對耳鈾與罐體連接過渡圓弧處進(jìn)行探傷檢查,確保焊前無裂紋。若耳鈾內(nèi)部有裂紋,打磨至無裂紋時再行施焊。焊條經(jīng)300 ~350℃烘箱, 烘干1 ~2h 后使用。
焊前應(yīng)將罐倒放,使罐底向上,修復(fù)面向上,可以方便焊接;用砂輪拋光機(jī)對修復(fù)部分進(jìn)行徹底除銹和打磨處理。
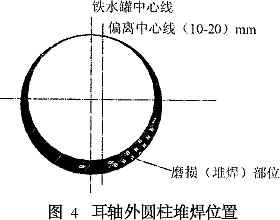
3) 堆焊。以耳軸兩條中心線為定位找正,與堆焊樣板配合確定耳軸每個部位堆焊量。用507焊條堆焊至圖4所示位置。
4) 焊后處理
堆焊完成后,用角向砂輪機(jī)、電磨頭、砂輪拋光機(jī)對堆焊面修磨,并用樣板控制最終尺寸,過渡圓角特別是耳軸與罐體連接過渡圓弧處修磨達(dá)圖紙要求。分別用磁粉、超聲波探測儀進(jìn)行檢測,確保焊后耳軸無裂紋。
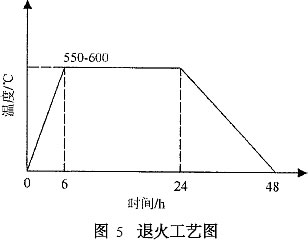
殘余應(yīng)力會引起鋼件在使用一定時間以后,或在隨后的切削加工中產(chǎn)生變形或裂紋。耳軸退火主要用來消除堆焊造成的殘余應(yīng)力、細(xì)化金相組織。采用局部退火裝置:制作一鋼筒,鋼筒內(nèi)、外襯石棉,內(nèi)盤電熱絲;鋼筒一端開口,套在耳軸上開口部與包體焊接固定;退火時鋼筒四周覆石棉,鋼包內(nèi)耳軸位置覆石棉;對每只鐵水罐退火過程嚴(yán)格按照圖5所示溫度曲線要求。
5 結(jié)論
通過對鐵水罐耳軸強(qiáng)度校核以及焊縫強(qiáng)度核算,對這種型號的100 t鐵水罐采用更換耳軸的方案不能滿足安全生產(chǎn)的要求,而使用堆焊的方法修復(fù)100 t鐵水罐耳軸是可行的。焊后必須退火,以消除焊接殘余應(yīng)力。采用堆焊可以以較少的費用修復(fù)鐵水罐耳軸,是一種經(jīng)濟(jì)實用的維修方案。
非常好的見議,望大家借鑒
 冀公網(wǎng)安備 13030102000029號
冀公網(wǎng)安備 13030102000029號